History of Powder Rolling
The principle of powder rolling was first introduced in 1843, with the first trials by Henry Bessemer to compress copper powders into sheets. This method was made feasible during the 1950s when Naeser and Zirm203-205 reported on rolling iron powders to form continuous strips. Shortly thereafter, Sylvania Electric Products and the U.S. Atomic Energy Commission used it to manufacture metallic sheets in nuclear reactor components. In 1959 the company engineered an uninterrupted sequence of powder rolling, sintering and hot rolling for the manufacture of copper and nickel strips. Between the 1960s and 70s, industrial breakthrough came; not only was this process expanded to aluminum, but also splat quenching of nickel, molybdenum and steel alloys evolved into bulk metal glass formation, large industrially useful sheets were produced using spray rolling which are formed by direct solidification on a watercooled rotating roll from the melt in the form of dense coating.
Manufacturing Process of Powder Rolling
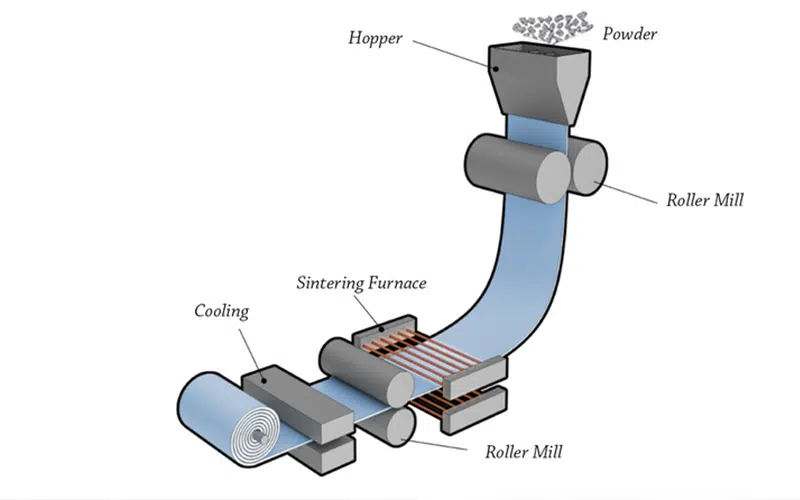
Typically, powder rolling can be divided into four interrelated stages: powder preparation, roll compaction, sintering and post-sinter densification.
Powder Preparation and Blending
The high-purity metal or alloy powders are produced by the atomization, chemical reduction or mechanical alloying. Packing characteristics and bond strength is governed by particle size, morphology and surface state. The powders are mixed to obtain a homogeneous chemical composition and flow properties before milling.
Roll Compaction (Green Strip Formation)
The powder mixture is fed between a pair of counter-rotating rollers where it is compressed to produce a continuous green sheet at high pressure. Particles reorient and deform plastically and mechanical interlocking forms during compaction. Control variable parameters – roll gap, feeding height and strip width regulate the density and consistency of the green strip. For instance, the tests on magnesium alloy showed a best result at a roll gap of approximately ±0.10 mm, a feeding height of about 20 cm and strip width equal to 10 cm. An excessively high roll pressure can result in the cracking of surface and a large processing gap may result in insufficient bonding. The feeding and side confinements are crucial to stabilize the feed against density gradients and edge defects.
Sintering
The compacted strip is sintered in a controlled environment typically argon or vacuum to avoid oxidation and subsequently for diffusion bonding. In the magnesium-based composites, bonding in the initial stages and intermediate stages are facilitated by sintering at 400–550 °C with full densification being achieved through a method of pre-sintering at 550 °C, cold reduction up to approximately 50% or so and final sintering at 600 °C. The presence Mg–Zn/Mg–Al eutectic phases around ∼342/∼440 °C produces transient liquid which has a significant influence on particle bonding as well as improved densification.
Post-Sintering Densification
To further change the microstructure and densification, the sintered strip can be re-rolled or cold-worked. This removes any remaining porosity, improves surface finish and leaves an even grained structure. According to micro-structural observation, finer recrystallised grains and higher strength were obtained by heavily deforming just before final sintering.
Applications of Powder Rolling
Powder rolling is used in a wide range of engineering fields which demand narrow, homo- geneous and development metal sheets.
Automotive and Aerospace
Production strips of lightweight magnesium and aluminium alloy for housings, transmission components, structural reinforcement.
Electric And Electronic Equipment
Manufacture of copper, nickel and magnetic alloy sheets for electronic connectors, sensor parts and shielding components.
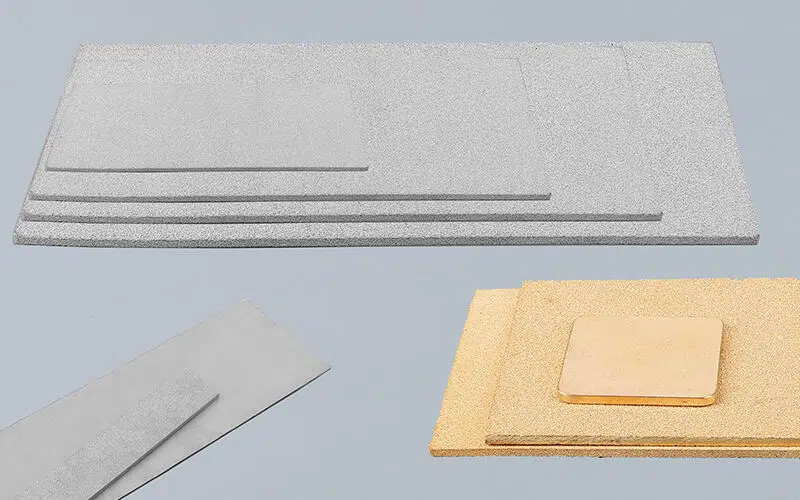
Filtration
Through powder rolling, porous metal sheets of stainless steel, bronze, titanium, and nickel can be produced with precisely controlled permeability for filtration, separation, and catalytic processes.
Energy and Nuclear Engineering
Generation of heat- and corrosion- resistant alloy strips including but not limited to Fe–Cr, Ni–Mo or Ti-based systems used for exchangers and reactor components.
Composites and Coatings
Multilayer/funtionally graded materials (e.g., Cu–Ni–Cu, Al–Fe) fabrication by powder rolling and sintering in sequence.
Advanced Alloy Development
Research application are the fabrication of wrought magnesium alloy strips and contain significantly better strength to weight ratios as well as fine grain structure compared with cast magnesium.
The powder rolling in turn is versatile because it also enables the production of magnetic materials as well-high-temperature alloys and intermetallics, which has rendered this process important for modern materials and manufacturing.
Advantages of Powder Rolling
Technical and economic benefits of powder rolling over traditional sheet manufacturing include:
High Materials Utilization
he raw materials have over 95% utilization ratio since the powder used would be almost fully transformed into strip shape.
Power and Cost Savings
Eliminates the need for melting and casting, resulting in reduced total energy requirement and lower process costs.
Flexibility Alloy Design
Able to mix elemental powders in order to obtain alloys or composites difficult to obtain through conventional melting.
Even Structure Micro
controlled production of particle size and sintering operations ensures even distribution of density in tde long run and gives the cleaner steel structures.
Continuous Production Ability
Large volume production for metal strips, foils and composite plates.
Difficult-to-Machine Metals
Ideal for difficult-to-machine materials including magnesium, titanium and refractory alloys (Yes even the Inconels of this world).
Integration Capability
Easily integrable with diffusion bonding, infiltration or hot pressing to realise next generation multi-metal or functional materials.
In modern production, powder rolling fills the void between PM and traditional rolling; it provides low cost, repeatable processing at small and large scales for high performance metallic strips and composite materials in automotive, aerospace and energy sectors.
We are a dedicated sintered filters factory in China. In addition to producing porous metal sheets through the powder rolling process, we also supply a wide range of sintered filtration products, including sintered filter elements, sintered breather vents, sintered pneumatic silencers, and sintered filter cartridges. Our products deliver high filtration efficiency, long service life, and excellent reusability thanks to their durable structure and cleanable design.